It has become essential to be able to characterize materials on the nanoscale. In spite of technological developments in recent years, the EBSD technique is restricted by the pattern source volume to resolutions in the order of 25-100nm, which is not enough to characterize precisely nanostructured materials.
A new technique termed transmission EBSD (t-EBSD: Keller and Geiss, 2012) or SEM transmission Kikuchi diffraction (TKD: Trimby, 2012) has proved to enable spatial resolutions better than 10nm and is suited for routine EBSD characterization of both nano-structured and highly deformed samples.
This article describes the setup needed for working with an EBSD system in transmission mode using a Symmetry detector and AZtecHKL. It demonstrates the application of TKD to a nanostructured nickel sample and highly deformed stainless steel, both of which were impossible to characterize using conventional EBSD.
Method of Preparation of TKD Samples
TKD samples are prepared in the same way as for TEM analysis. Typical techniques involve ion beam thinning, electropolishing or using a focused ion beam SEM. The sample thickness is critical, and best results are achieved with comparatively thin samples in the range of 50 to 150nm.
The samples are mounted horizontally in the SEM chamber, at a level above the top of the EBSD detector's phosphor screen. This is at a short working distance of 5 to 10mm based on the EBSD detector position. In this instance, the sample was mounted using a small micro-lamp and a pretilted holder; the SEM stage was tilted to 20°, making sure that the samples (TEM foils) were horizontal and that the SEM stage was not under the TEM, as shown in Figure 1.
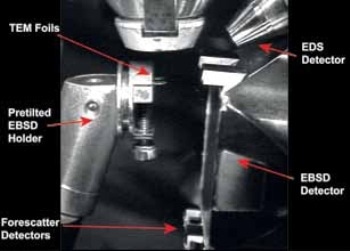
Figure 1. Sample mounting method
Here data acquisition was done using a NordlysNano EBSD detector coupled with AZtec software. The NordlysNano detector has excellent sensitivity and is the ideal detector for this application. Figure 2 shows an example TKD pattern taken from a deformed Ni-Cu alloy.

Figure 2. Example TKD pattern taken from deformed Ni-Cu Alloy
The electron beam is focused onto the electron-transparent sample, and the diffraction pattern is projected from the lower surface onto the phosphor screen. Most of the pattern signal originates from the lowest part of the sample, enabling successful analyses of samples in which the grain size is smaller than the sample thickness.
The maximum acceleration voltage of the SEM (typically 30kV) is used with a large beam current (1nA to 20nA) and with the beam optimized to offer the best depth of field. Orientation mapping is performed in the same way as traditional EBSD, even though no tilt correction or dynamic focus is required, and step sizes can be as small as 2nm.
Forescatter detectors positioned below the Nordlys phosphor screen can also be used for providing orientation contrast images of electron transparent samples. An equal channel angular pressed aluminum alloy is shown in the example image. Grain structure is seen clearly and the field of view is 30µm across.
Results
Nanostructured Example: Nickel
Using an ion beam thinner, an electrodeposited nanocrystalline nickel sample was prepared for analysis and then mounted for TKD analysis. The mean grain size of the sample was under 50nm.
Previously, when measured with conventional EBSD, it was only possible to measure the largest grains. Figure 3 shows the TKD orientation map, which was obtained with a step size of 4nm and with an indexing rate over 80%.
Figure 3. TKD orientation map
Figure 4 shows the pattern quality map demonstrating how even the smallest grains have been resolved and the cleaned inverse pole figure map in Figure 5 shows the details of the grain structure, including the prevalence of sigma 3 CSL boundaries (shown in red). The scale bars in both images mark 1µm.
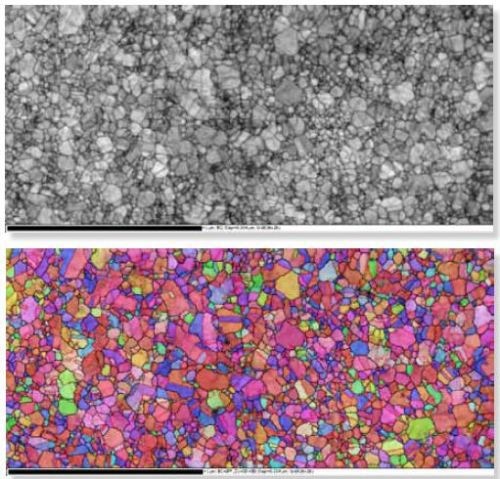
Figure 4. Pattern quality map
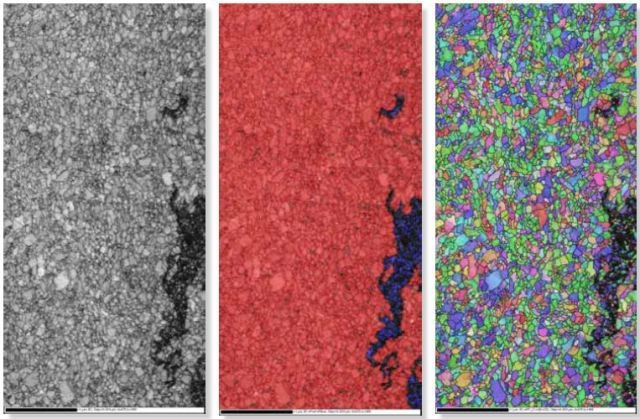
Figure 5. Details of the grain structure
Highly Deformed Example: Stainless Steel
It is very tough to analyze the high dislocation densities in heavily deformed materials conventional EBSD. The high resolution of the TKD enables effective characterization of even the most highly deformed samples.
In this example, a duplex stainless steel sample has been deformed at room temperature by high pressure torsion, resulting in significant grain size refinement and intragranular deformation. A final grain size below 100nm is formed in the ferrite (BCC) phase whereas the austenite (FCC) is even finer grained, with high resolution TEM imaging indicating a mean grain size below 10nm.
The sample was mapped with TKD mapping with a step size of 4nm with the results shown in Figure 3. The pattern quality map shows clearly the fine grain size, with a few areas with significantly poorer quality patterns.
The phase map in Figure 4 shows that the poorer patterns are from areas of the FCC phase, in which the TKD technique can only resolve the larger grains. The cleaned orientation map in Figure 5 shows the lack of texture in this sample, but also the deformation within the larger grains (> 100 nm) exhibited by substantial intra-grain orientation variations. The scale bars mark 1 µm.
Summary
These results show how, with the AZtecHKL EBSD system, it is possible to characterise truly nanocrystalline materials using the newly developed TKD technique. The TKD spatial resolution is in the order of 5-10nm, which also enables effective measurement of highly deformed materials that would be extremely challenging using conventional EBSD.
The results can be compared with those achieved using automated diffraction techniques in the TEM, but with all the additional benefits and flexibility offered by an SEM. Furthermore, all the post-processing tools developed for standard EBSD are applicable to TKD datasets.

This information has been sourced, reviewed and adapted from materials provided by Oxford Instruments Nanoanalysis.
For more information on this source, please visit Oxford Instruments Nanoanalysis.